| 品牌:Fanuc/发那科 |

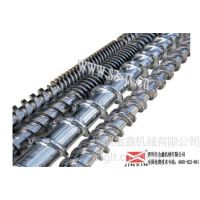
旧螺杆、料筒翻新工艺!
(省时、省力、省钱)
您是否为产品的质量不稳定而***呢?
您是否为承担过高的成本费用而焦虑呢?
您是否为原料的浪费而束手无策呢?
金鑫为您提供“标本兼治”的综合性解决方案!
可以帮您降低成本;
可以帮您提高产量;
可以帮您节约时间;
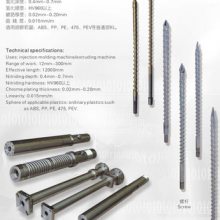
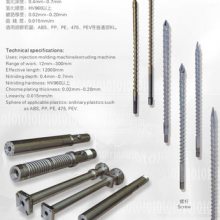
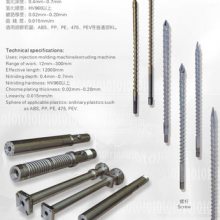
螺杆的修复与更换
① 螺杆的工作面如果有轻微磨损或划伤痕迹,可用油石或细砂布研磨、修光损伤部位。
② 螺杆的工作表面有严重磨损、伤痕沟较深时,应检查分析螺杆磨损原因,排除故障,以避免再次出现类似现象,然后对较深的伤痕沟进行补焊修复。如果整个螺杆的螺纹磨损严重,螺杆与机筒的配合间隙增大,工作时出现熔料漏流增大、注塑量不稳定时,螺杆的螺纹外圆应热喷涂耐磨合金,然后根据机筒内径的实际尺寸,按零件的配合间隙要求(査表3-3)进行螺杆磨削。
如果机筒磨损严重,修复后内孔直径增大,螺杆的喷涂后修磨已经不能满足机筒与螺杆的配合间隙尺寸要求,则螺杆应进行重新制造。螺杆的螺纹外径加工,应根据两零件的配合间隙要求,参照机筒的实际内孔直径加工。