| 品牌:Fanuc/发那科 |
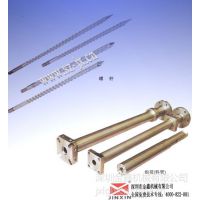
修复螺杆;螺杆加工;【金鑫注塑机螺杆料管螺杆厂家】
挤出机螺杆
主要针对注塑机、挤出机、橡胶机等。根据客户不同的要求,进行设计不同的螺杆、料管。***终端用户,提高产品质量,创造更大价值的需求。
1.加工范围:最小内孔Φ14,Φ300X8000mm
2.原材料:SACM645、SKD61、西德8407、HPT全硬材料 、Assab瑞典钢材、38CrMoALA.
3.表面粗糙度:Ra0.4μm
4.直线度:0.015mm/m
5.技术指标:调质时间28小时以上,调质硬度HRC26-30度,气体真空氮化时间96小时以上,氮化硬度HRC62以上,螺杆直线度:0.015mm.
6.双合金技术指标:将进口合金粉末Xaly10825Nicr88WC12CO,均匀地喷涂在螺杆表面及浇铸在料管内孔,合金层可达到2.0mm-3.0mm。
7.适用范围:普通塑胶PP、PS、ABS、PC、PMMA、PVC、PPA、PPS、LCP等。
8.处理方式:氮化,淬火,喷合金,电镀硬铬。
合金螺杆
加工范围:Φ22mm-Φ300mm
螺杆基材:PM45
材料调质时间:48小时
调质硬度:HRC30
合金硬度:HRC62
合金成分:Fe+Ni+Cu+Mo+W+Cr
合金厚度:0.8-2.0mm
螺杆直线度:0.015mm/m
表面光洁度:Ra0.6?m
适用于生产塑胶类:腐蚀性大、磨损大含玻纤量
为25%-45%(GF),LCP、PA、PC、PBT、PP、PET
 、
、
螺杆的修复与更换 ??????①??螺杆的工作面如果有轻微磨损或划伤痕迹,可用油石或细砂布研磨、修光损伤部位。??????②??螺杆的工作表面有严重磨损、伤痕沟较深时,应检查分析螺杆磨损原因,排除故障,以避免再次出现类似现象,然后对较深的伤痕沟进行补焊修复。如果整个螺杆的螺纹磨损严重,螺杆与机筒的配合间隙增大,工作时出现熔料漏流增大、注塑量不稳定时,螺杆的螺纹外圆应热喷涂耐磨合金,然后根据机筒内径的实际尺寸,按零件的配合间隙要求(査表3-3)进行螺杆磨削。??????如果机筒磨损严重,修复后内我司拥有一套修复机筒螺杆的设备和成熟的技术,变废为宝,对旧的机筒螺杆进行翻新,翻新后无论机筒、螺杆同心度、间隙。还是机筒内孔、螺杆的外径的平滑光泽度都与新机筒、螺杆几乎相同,而且更耐磨持久。孔直径增大,螺杆的喷涂后修磨已经不能满足机筒与螺杆的配合间隙尺寸要求,则螺杆应进行重新制造。螺杆的螺纹外径加工,应根据两零件的配合间隙要求,参照机筒的实际内孔直径加工。